Como Trocar o Bico da Kobra S1 Combo: Passo a Passo Completo
Depois de algumas centenas de horas de impressão, o bico da sua impressora 3D vai desgastar. É inevitável. E quando chega essa hora, muita gente se assusta — mas na verdade trocar o bico é mais simples do que parece, se você fizer do jeito certo.
Aqui no Tamo Tudo 3D usamos a Kobra S1 Combo todos os dias. Nesse tutorial vou te ensinar exatamente como fazer a troca sem estragar nada — e os erros que podem custar caro se você não souber.
Quando trocar o bico?
Não é por tempo, é por sinais. Alguns indicadores claros de que chegou a hora:
- Primeira camada inconsistente mesmo com mesa nivelada
- Extrusão irregular (algumas linhas saindo mais grossas que outras)
- Vazamento de filamento ao redor do bico
- Ruído de extrusão esforçada (motor fazendo força)
- Impressão de filamentos abrasivos (wood, carbon fiber, metal-filled) — esses desgastam rápido
Se você só imprime PLA comum, um bico de latão padrão aguenta entre 500 e 1000 horas tranquilamente. Com filamentos especiais tipo Silk ou Glow, pode cair pra 300 horas.
Ferramentas que você precisa
Pra trocar o bico da Kobra S1 você vai precisar de:
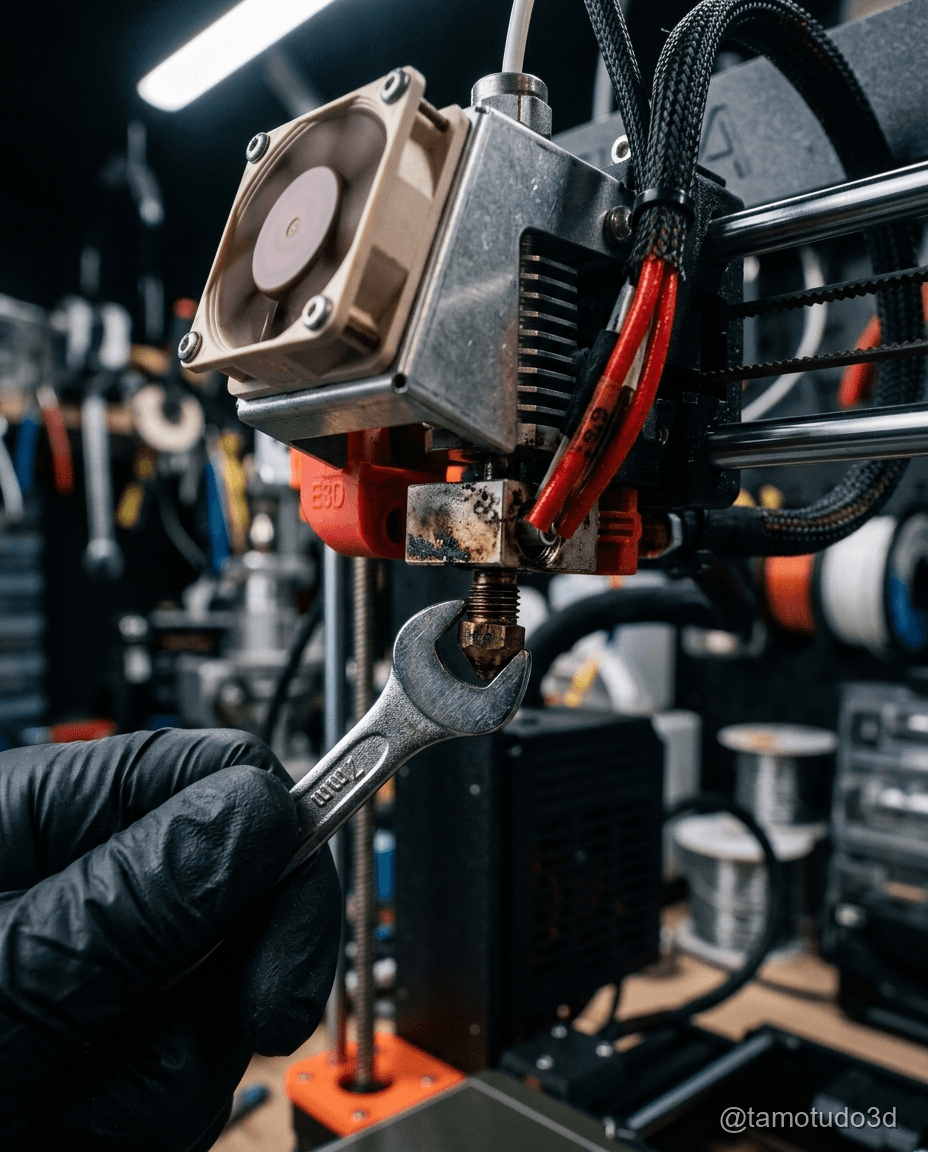
- Chave de boca 7mm ou 8mm (dependendo do bico, a nossa veio com 7mm)
- Chave Allen 2mm (pra soltar a tampa do hotend se necessário)
- Luvas térmicas ou pano grosso (o hotend fica MUITO quente)
- Alicate de bico (pra segurar o heater block)
- Bico novo (M6, padrão MK8)
Se você ainda não tem um kit de ferramentas completo pra impressão 3D, vale dar uma olhada no nosso guia de o que comprar junto com a primeira impressora 3D.
O passo a passo (10 minutos)
Passo 1: Retire o filamento
No painel da Kobra S1, vá em Filamento → Descarregar. A impressora vai aquecer o bico e puxar o filamento automaticamente. Espere terminar antes de continuar.
Passo 2: Aqueça o hotend
Essa é a parte crítica que muita gente erra. NUNCA tente desparafusar um bico frio. O filamento derretido dentro do bico se solidifica quando esfria e gruda no heater block. Se você forçar, pode quebrar o hotend inteiro.
No painel, vá em Controle → Temperatura e aqueça o nozzle a 240°C. Mesmo pra PLA, use 240°C — o extra ajuda a derreter qualquer resíduo.
Passo 3: Segure o heater block
Aqui é onde entra o alicate de bico. O heater block é aquele bloco de alumínio onde o bico fica rosqueado. Você precisa segurar o heater block com o alicate enquanto solta o bico com a chave.
Se você só girar o bico sem segurar o bloco, você pode torcer a estrutura inteira do hotend — e isso sim é caro pra consertar.
Passo 4: Afrouxe o bico
Com uma mão segurando o heater block firme com o alicate, com a outra use a chave 7mm pra girar o bico no sentido anti-horário. Vai sair com alguma resistência nos primeiros mm, depois afrouxa.
Atenção: está quente. Use luva ou pano.
Passo 5: Retire o bico velho
Continue desparafusando com a mão (usando luva ou pano) até o bico sair completamente. Deixe cair numa superfície resistente a calor (placa de cerâmica, base de metal). Não coloque em plástico — pode derreter.
Passo 6: Instale o bico novo
Pegue o bico novo e rosqueie à mão primeiro, sentindo quando ele encosta. Depois use a chave pra apertar — mas com cuidado. Aperto ideal: firme mas sem forçar. Se apertar demais pode espanar a rosca ou rachar o heater block.
Regra prática: aperto de 1/4 de volta depois que ele encosta. Não precisa mais que isso.
Passo 7: Teste e calibre
Depois da troca, é obrigatório recalibrar a mesa (Z-offset). A altura do bico novo pode ser ligeiramente diferente do antigo — mesmo 0,1mm faz diferença na primeira camada.
No painel da Kobra S1: Nivelamento → Nivelamento Automático + Ajuste de Z-offset. Depois imprima um teste de primeira camada (tem vários no MakerWorld) antes de imprimir qualquer peça importante.
Erros que podem arruinar sua impressora
Listo esses porque já vi gente perder o hotend inteiro por esses erros:
1. Trocar com o hotend frio — Filamento solidificado arranca pedaços do heater block quando você força. Dano permanente.
2. Não segurar o heater block — Torce o hotend todo. Barata de trocar em impressora barata, cara em impressora premium.
3. Apertar demais o bico novo — Espana a rosca M6. Impossível de recuperar sem trocar o heater block.
4. Usar bico com medida errada — Kobra S1 usa padrão MK8 rosca M6x0.75mm. Bicos de outros padrões (MK10, V6) não encaixam.
5. Esquecer de calibrar Z-offset — Primeira impressão gruda DEMAIS na mesa (arrancando pedaços) ou NÃO gruda (fica pelo ar). Sempre recalibre depois da troca.
Qual bico comprar?
Pra uso geral com PLA, PETG e ABS, um bico de latão padrão 0.4mm é suficiente. Duram entre 500-1000h e custam de R$10 a R$25 (comprando em kit de 10 sai mais em conta).
Se você imprime filamentos abrasivos (wood, glow, carbon fiber, metal), precisa de bico de aço endurecido (hardened steel). Custam 5x mais caro (R$80-150), mas duram muito mais e não desgastam.
Pra trocar de diâmetro (0.2mm pra detalhes finos ou 0.6mm pra impressões rápidas), o procedimento é idêntico — só precisa ajustar o perfil no slicer depois.
E se der problema?
Se depois da troca a impressão estiver com underextrusion (saindo menos filamento que deveria), pode ser folga entre o bico e o heatbreak. Solte o bico um pouco, empurre pra dentro (a quente!) e reaperte. Isso fecha a folga.
Se está com vazamento de filamento ao redor do bico, é aperto insuficiente. Aqueça de novo a 240°C e dê mais 1/8 de volta.
Pra outros problemas de primeira camada, recomendo nosso guia completo de como calibrar a impressora 3D.
Conclusão
Trocar o bico assusta mais do que realmente é difícil. Com as ferramentas certas, o hotend quente e atenção aos detalhes, dá pra fazer em 10-15 minutos tranquilamente.
O único dinheiro que você vai gastar é no bico novo. E o ganho é enorme: primeira camada perfeita de volta, extrusão consistente, menos frustração com impressão falhando.
Se você tem uma Kobra S1 Combo ou Kobra 3 V2, vale aprender a fazer essa manutenção básica. Mais cedo ou mais tarde você vai precisar.
Ruan — Tamo Tudo 3D
Sou o Ruan, de Contagem/MG. Imprimo em 3D desde março de 2026 nas minhas Anycubic Kobra S1, Kobra 3 V2 e Kobra X. Os custos, tempos e margens que você lê aqui vêm da bancada real — medidos na mão, não de teoria.
@tamotudo3d⚡ O grupo ao vivo
1.893 modelos 3D curados · 19 novos nas últimas 24h
Atualizado há 2 dias
Modelos 3D pra imprimir grátis
Catálogo curado de modelos 3D STL grátis. Verificação de vírus em cada arquivo antes de publicar.



Gostou? Pega os STL grátis no canal
+1.400 modelos STL grátis (passados por antivírus) e as promoções de impressora e filamento do dia caem primeiro no nosso canal do Telegram.
Entrar no canal grátis