Como Configurar Retraction Perfeita na Impressora 3D e Eliminar Stringing

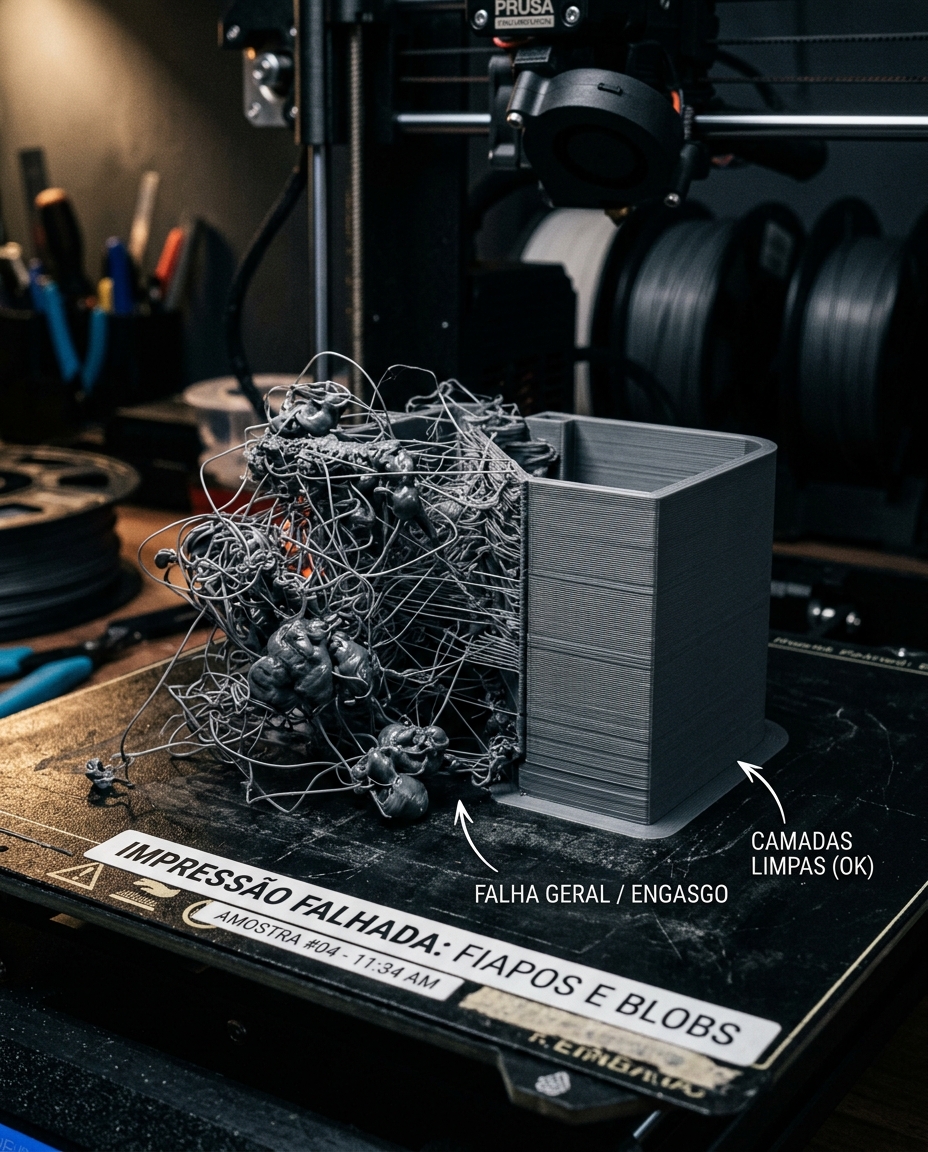
Aquele fiozinho indesejado entre peças durante a impressão 3D, conhecido como stringing ou oozing, é um dos problemas mais frustrantes para makers. A boa notícia é que uma retraction bem configurada resolve até 90% desses problemas, melhorando significativamente a qualidade dos seus prints.
Neste tutorial completo, vamos explicar passo a passo como ajustar a retração do filamento, considerando tipos de extrusor, materiais e técnicas avançadas.

O que é retraction e por que ela é importante

Retraction, ou retração do filamento, é o recuo do filamento dentro do hotend sempre que o bico da impressora se move sem imprimir. Sem essa função, o filamento continua escorrendo, gerando fios entre as peças.
Uma retraction correta previne o stringing e o oozing, sendo essencial para qualquer impressora 3D. Se você ainda está configurando sua máquina, veja primeiro nosso guia de calibração para iniciantes. Estudos da CNC Kitchen mostram que uma configuração adequada pode reduzir até 90% dos fios indesejados.
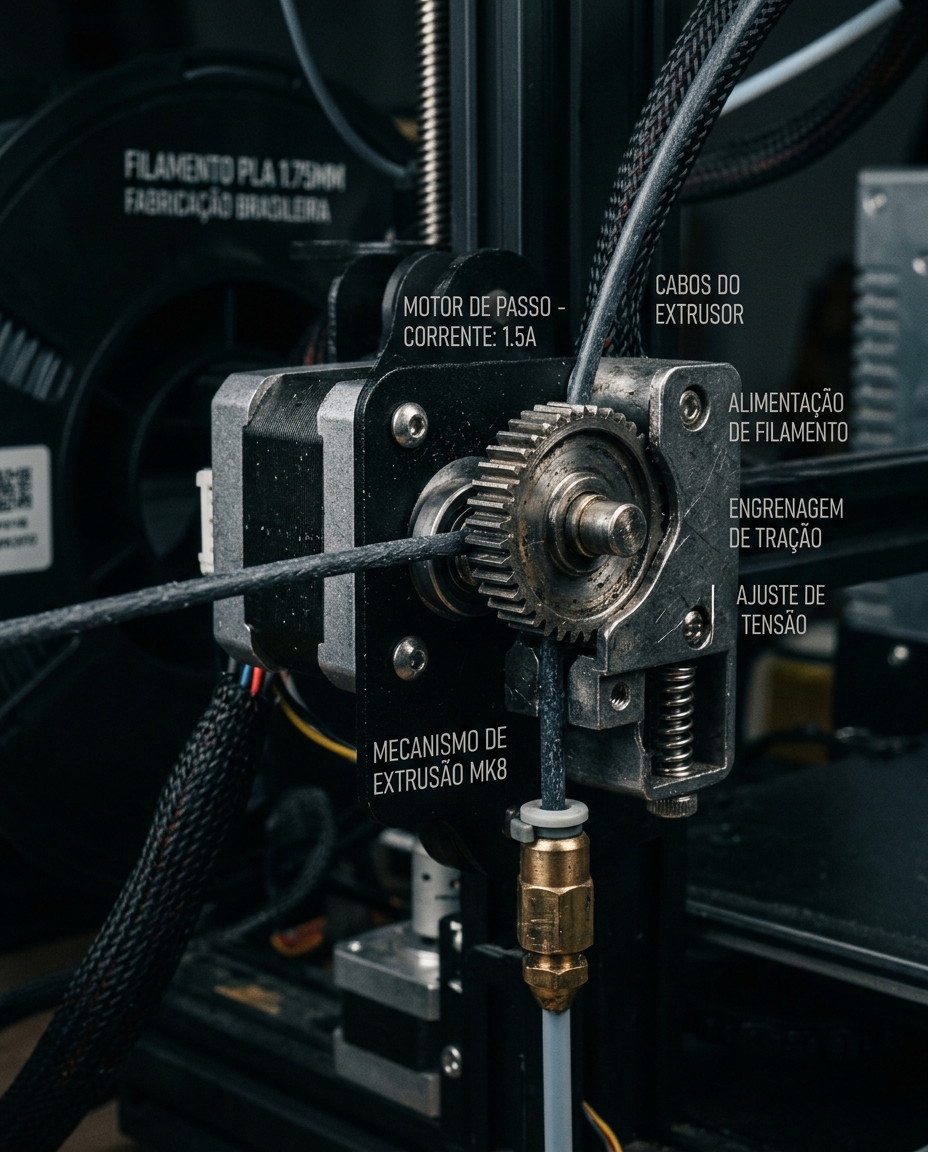
Tipos de extrusor e seus impactos

O tipo de extrusor determina a distância e a velocidade ideais de retração:
Bowden (tubo PTFE longo):
- Distância: 4-8 mm
- Velocidade: 40-60 mm/s
- Exemplos: Ender 3, CR-10, Kobra S1
- O tubo longo adiciona elasticidade, exigindo retração maior
Direct Drive (motor no cabeçote):
- Distância: 0,5-2 mm
- Velocidade: 25-45 mm/s
- Exemplos: Bambu Lab P1S, K1C, Prusa MK4
- Sem tubo longo, a retração precisa ser menor para evitar jams
Ajustando a distância de retraction
A distância de retração é o quanto o filamento será puxado de volta para o hotend:
| Material | Bowden | Direct Drive |
|---|---|---|
| PLA | 6 mm | 0,8 mm |
| PETG | 5 mm | 1 mm |
| TPU | apenas Direct Drive | 0,5 mm |
| ABS | 5 mm | 0,8 mm |
Atenção: Recuos muito grandes (>8 mm Bowden / >3 mm Direct Drive) podem causar entupimento ou desgaste do filamento.
Ajustando a velocidade de retraction
A velocidade de retração também influencia diretamente na qualidade:
- Bowden: 40-60 mm/s
- Direct Drive: 25-45 mm/s
Velocidades muito altas (>60 mm/s) podem gerar perda de passos do motor e artefatos visuais no modelo. Para materiais mais viscosos como PETG, use o limite inferior da faixa.
Temperatura ideal por material

A temperatura do bico influencia o comportamento do filamento durante a retração:
- PLA: 200-210°C
- PETG: 230-240°C
- ABS: 240-250°C
- TPU (Direct Drive): 220-230°C
Dica: Diminuir a temperatura em 5-10°C pode reduzir o stringing tanto quanto ajustar a retração. Sempre mantenha o filamento seco, especialmente PETG e Nylon. Não sabe qual filamento é melhor para o seu projeto? Confira o comparativo PLA vs PETG vs ABS.
Testando com a torre de retraction
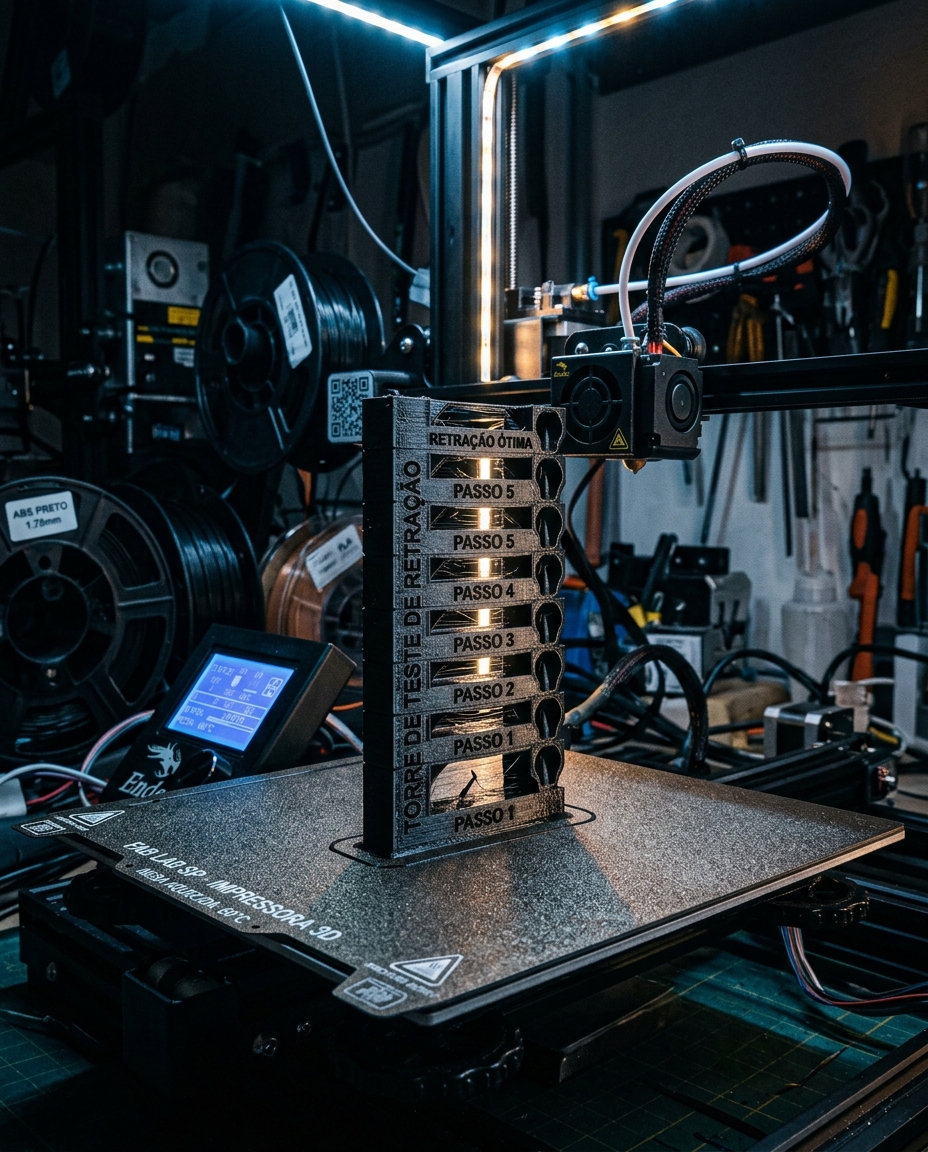
Uma das formas mais confiáveis de definir a retração ideal é usando a "Torre de Retraction" do Thingiverse (ID: 6345184).
Como usar:
- Baixe e abra o modelo no seu fatiador
- Configure a variação de retração por camada:
- Bowden: iniciar com 2 mm, aumentar 1 mm a cada andar
- Direct Drive: iniciar com 0,4 mm, aumentar 0,2 mm por camada
- Imprima a torre e observe qual altura apresenta menos fios
- Ajuste a velocidade de retração para otimização final
Evitando erros comuns
Alguns erros frequentes que comprometem a qualidade:
- Retração muito alta: >8 mm (Bowden) / >3 mm (Direct Drive) causa entupimentos e grinding
- Velocidade excessiva: >60 mm/s causa perda de passos e artefatos
- Ignorar a temperatura: reduzir 5-10°C ajuda muito a controlar stringing
- Filamento úmido: PETG e Nylon molhados geram stringing mesmo com retração correta
Dicas avançadas
- Z-hop: 0,2-0,4 mm em peças com muitos detalhes
- Wipe distance: 2-3 mm para limpar o bico antes de retração
- Combing mode: "Within Infill" no Cura evita retrações desnecessárias
- Orca/Bambu Studio: configurar "retraction when tool change" separadamente
Checklist rápido

| Configuração | Bowden | Direct Drive |
|---|---|---|
| Distância | 4-8 mm | 0,5-2 mm |
| Velocidade | 40-60 mm/s | 25-45 mm/s |
| Z-hop | 0,2-0,4 mm | 0,2-0,4 mm |
| Wipe distance | 2-3 mm | 2-3 mm |
Temperaturas por material: PLA 200-210°C | PETG 230-240°C | ABS 240-250°C | TPU 220-230°C
E não esqueça: filamento seco é tão importante quanto retração correta!
Conclusão

Configurar a retração corretamente é um dos passos mais importantes para eliminar stringing nas suas impressões 3D. Seguindo os valores específicos para tipo de extrusor, material e velocidade, e testando com a torre de retração, você garante impressões mais limpas e consistentes.
Combine isso com boas práticas de temperatura, filamento seco e ajustes avançados como Z-hop e wipe distance, e você reduzirá significativamente perdas de tempo e material. Salve este guia e use como referência para suas próximas impressões!
Tamo Tudo 3D
Blog de impressão 3D no Brasil. Conteúdo prático sobre custos reais, tutoriais e comparativos pra quem quer começar ou escalar na impressão 3D. Feito por makers, pra makers.
@tamotudo3d⚡ O grupo ao vivo
1.563 modelos 3D curados · 21 novos nas últimas 24h
Atualizado há 3 horas
Modelos 3D pra imprimir grátis
Catálogo curado de modelos 3D STL grátis. Verificação de vírus em cada arquivo antes de publicar.



Gostou do artigo?
Segue o @tamotudo3d no Instagram pra ver esse e outros conteúdos em formato carrossel!
Seguir @tamotudo3d